How F1 Teams Optimize Monocoque Strength
How F1 teams use carbon fiber, FEA, and precise manufacturing to balance monocoque strength, weight, and pass FIA crash tests.
The monocoque chassis in Formula 1 is the car's main structural unit and a critical component for both safety and performance. Made primarily from carbon fiber, it protects drivers during crashes while maintaining the rigidity needed for high-speed racing. Here's how F1 teams achieve this balance:
- Material Selection: Carbon Fiber Reinforced Polymers (CFRP) dominate due to their lightweight and high strength. Sandwich structures with honeycomb cores add stiffness without extra weight.
- Computer Simulations: Engineers use tools like Finite Element Analysis (FEA) to predict stress points and optimize material placement, reducing weight while maintaining strength.
- Manufacturing Techniques: Precision ply layup and autoclave curing ensure flawless construction. Critical areas are reinforced for added safety.
- FIA Testing: Static and crash tests validate the monocoque's ability to meet strict safety standards, including withstanding high-impact collisions.
The monocoque is the backbone of an F1 car, connecting key components like the engine and suspension. Its design directly affects performance, making it a focal point for engineering innovation.
Formula One Crash Safety: Monocoque - (Grand Prix Insights)
Materials and Construction Methods
Carbon Fiber vs Metal in F1 Monocoque Construction
The strength of a monocoque chassis starts with meticulous material selection and advanced assembly techniques. In modern Formula One, Carbon Fiber Reinforced Polymers (CFRP) dominate chassis construction due to their unmatched strength-to-weight ratio and adaptability. Engineers carefully align carbon fibers in precise directions to handle anticipated load paths, ensuring the chassis performs under the extreme demands of racing. Let’s take a closer look at the materials and methods shaping F1 chassis design.
Carbon Fiber Reinforced Polymers (CFRP)
CFRP is the backbone of Formula One monocoques, offering lightweight durability that has redefined performance and safety standards. First introduced by McLaren in 1981 with the MP4/1, CFRP remains the material of choice for its superior properties. It’s several times stronger than steel or aluminum when compared pound-for-pound, yet significantly lighter, making it ideal for high-performance applications.
"Pound for pound, carbon fiber is several times stronger than steel or aluminum, making it an ideal material for applications where weight reduction is critical without compromising structural integrity." - Triton Motorsports
One of CFRP’s standout features is its customizability. During the layup process, engineers align fibers to match expected stress patterns, ensuring strength in critical areas. Additionally, CFRP excels at absorbing impact energy, dispersing forces across the structure to enhance driver protection. Unlike metals, which deform permanently under stress, CFRP maintains its integrity over time, resisting fatigue, corrosion, and extreme temperatures, ensuring consistent performance throughout a racing season.
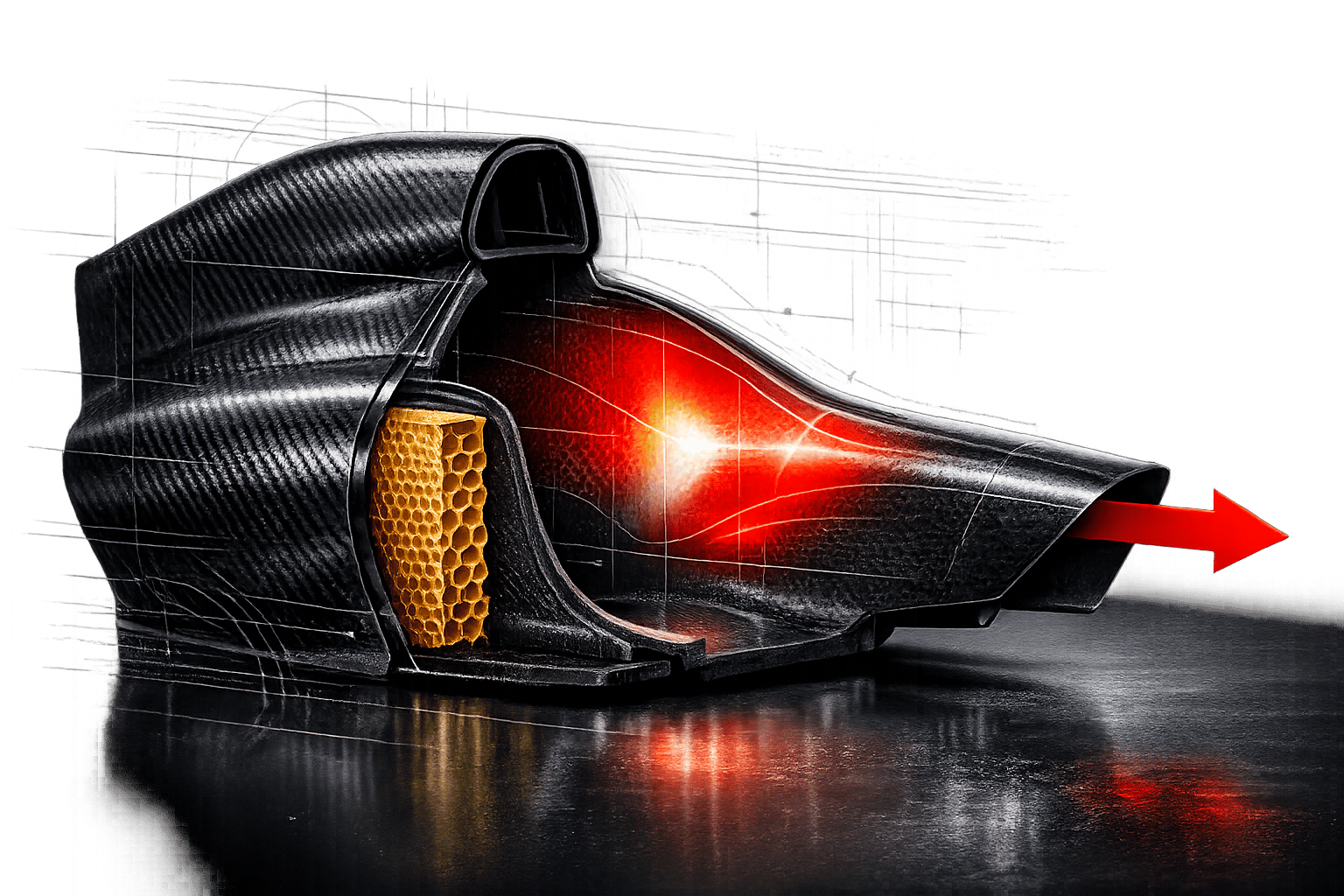
Sandwich Structures and Foam Cores
To further improve chassis efficiency, Formula One teams use sandwich construction techniques. This involves bonding two thin CFRP layers to a lightweight core, such as aluminum honeycomb. The design mimics an I-beam, where the CFRP skins handle tensile and compressive forces, while the core adds bending stiffness without adding significant weight. Honeycomb cores also play a critical role in crash safety, as they are engineered to crush in a controlled way, absorbing and dissipating energy during impacts. Core densities are carefully selected based on the stress levels in different parts of the chassis.
Material Testing and Selection
Every material used in a Formula One monocoque undergoes rigorous testing to ensure it meets the highest safety and performance standards. Teams perform coupon testing on small material samples to evaluate properties like tensile strength, Young's modulus, and interlaminar shear strength. After the monocoque is constructed, non-destructive testing methods such as ultrasonic scanning and X-ray imaging are employed to identify internal flaws like voids or delaminations. Any component that fails these tests is rejected outright - there’s no room for compromise when it comes to driver safety.
This thorough testing process ensures compliance with the FIA’s strict crash test requirements. Teams continuously refine their material compositions and layup techniques to strike the perfect balance between weight, strength, and manufacturability. By doing so, they not only enhance safety but also maintain the competitive edge needed in Formula One.
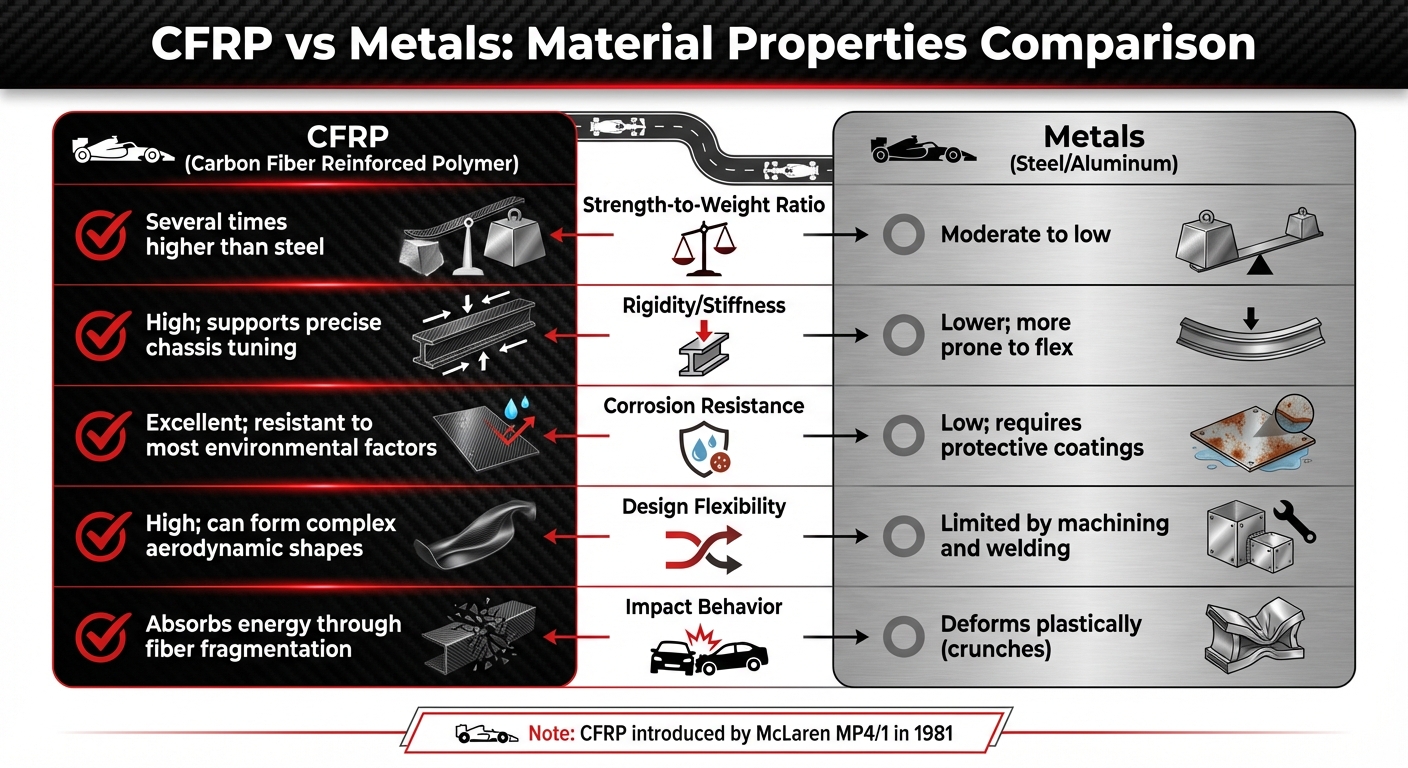
| Property | Carbon Fiber Reinforced Polymer (CFRP) | Metals (Steel/Aluminum) |
|---|---|---|
| Strength-to-Weight | Several times higher than steel | Moderate to low |
| Rigidity/Stiffness | High; supports precise chassis tuning | Lower; more prone to flex |
| Corrosion Resistance | Excellent; resistant to most environmental factors | Low; requires protective coatings |
| Design Flexibility | High; can form complex aerodynamic shapes | Limited by machining and welding |
| Impact Behavior | Absorbs energy through fiber fragmentation | Deforms plastically (crunches) |
Computer Simulation for Design Optimization
Before any physical production begins, Formula One teams rely heavily on advanced computational tools to fine-tune every detail of the monocoque. These simulations let engineers predict how the chassis will perform under racing conditions, identify weak points, and strategically adjust material placement. This virtual testing eliminates the need for costly physical prototypes, resulting in a monocoque that is both lighter and stronger, built to exact specifications. Essentially, this digital process bridges the gap between cutting-edge materials and the precision manufacturing techniques previously discussed.
Finite Element Analysis (FEA) for Structural Testing
FEA takes complex 3D CAD models and converts them into a detailed mesh, allowing engineers to calculate stress, strain, and displacement across the monocoque. This level of analysis is particularly important for carbon fiber, a material whose behavior changes based on the orientation of its fibers. Engineers simulate each ply layer - whether set at 0°, 45°, or 90° - to predict how the composite will handle forces from cornering, suspension loads, and aerodynamic pressure. These simulations highlight areas under excessive stress or containing redundant material, enabling precise design tweaks before manufacturing begins.
Topology Optimization for Material Efficiency
Using data from FEA, topology optimization helps engineers distribute material more efficiently. This software iteratively analyzes the structure to pinpoint areas where material can be removed without affecting strength. For example, in January 2024, Vinícius Resende Rocha from the Federal University of Uberlandia demonstrated this process on a Formula Student monocoque using Ansys software. His team achieved a 19.2% weight reduction - from 347.9 lbs to 284.7 lbs - while maintaining the same torsional stiffness. However, practical manufacturing constraints adjusted the final design to a 10-11% weight reduction for production.
"Through 27 iterations, it was possible to reduce the mass of the structure from 157.89 kg to 129.16 kg, which means a 19.2% reduction in mass without changing the torsional stiffness value of the chassis." - Vinícius Resende Rocha, Federal University of Uberlandia
Engineers set strict boundary conditions, such as maintaining torsional stiffness or limiting deflection, to ensure weight reductions don’t compromise safety or performance. While simulations may suggest aggressive material removal, the final design must balance these optimizations with real-world manufacturing limitations and the need to pass FIA crash tests.
Virtual Crash Testing and Safety Analysis
Virtual crash testing relies on Explicit Finite Element Analysis, a method designed for simulating high-impact collisions where materials deform significantly. Engineers create a detailed finite element model of the monocoque, accounting for each carbon fiber ply’s orientation, resin content, and thickness. This allows teams to simulate FIA-required crash scenarios - frontal, side, and rear impacts - and predict how the composite structure will fracture and absorb energy. These tests ensure the monocoque meets safety standards and help refine the design to enhance crash performance without adding unnecessary weight. The insights gained guide the precision manufacturing process that follows.
Manufacturing Processes
Once virtual simulations are complete, F1 teams transition to manufacturing, where precision becomes the cornerstone. Every step, from curing carbon fiber in controlled environments to meticulously layering plies, transforms raw materials into a lightweight yet durable chassis. This structure not only withstands the immense forces of racing but also protects the driver in extreme conditions.
Autoclave Curing for Carbon Fiber Components
Autoclave curing plays a key role in producing flawless carbon fiber laminates. This process involves applying high external pressure - ranging from 87 to 145 psi (6 to 10 bar) - alongside carefully controlled heat, typically between 266°F and 356°F (130°C to 180°C). The combination of pressure and heat, used with vacuum bagging, eliminates air pockets and volatiles while initiating epoxy cross-linking. The result? A rigid, hardened structure capable of handling the intense loads experienced during a race.
Precision Ply Layup
Each carbon fiber ply is hand-laid by engineers with exacting precision. Fibers are oriented to match the monocoque's load paths, ensuring optimal distribution of forces from areas like suspension mounts, aerodynamic loads, and cornering stresses. This meticulous layering process maximizes torsional stiffness and achieves the ideal balance between strength and weight.
Adding Reinforcements to Critical Areas
The survival cell - the central cockpit of the monocoque - receives the most robust reinforcements to ensure it remains intact during collisions. Critical areas such as suspension mounts, side impact zones, and crash structures are strengthened using Resin Transfer Molding (RTM).
"The process [Resin Transfer Molding] allows teams to add additional structural elements directly into the mould. This is particularly useful for building unique shapes or adding extra reinforcement to specific areas of the monocoque." - Lee Parker, Staff Writer, Formula One History
These reinforcements are essential for withstanding extreme G-forces and maintaining crash protection during high-speed impacts. Together, these precise manufacturing techniques set the stage for rigorous FIA compliance testing and validation.
FIA Compliance Testing and Validation
Every monocoque produced for racing must undergo stringent FIA testing to confirm its safety and performance. These tests are designed to ensure the chassis can handle the intense forces experienced during a race while meeting the FIA's strict safety requirements.
Static Load Tests
Static load tests focus on applying concentrated forces to key areas of the monocoque, ensuring it holds up under race conditions. For example:
- Cockpit sides: Must endure a force of 25 kN (5,600 lbf) without structural failure.
- Fuel tank area: Tested with 12.5 kN (2,800 lbf), allowing a maximum deformation of just 3 mm.
- Nosebox: Faces the toughest challenge, holding 40 kN (9,000 lbf) for 30 seconds.
These tests confirm the structural integrity of critical components under extreme stress.
Crashworthiness and Impact Tests
Static tests are only part of the equation - dynamic tests replicate crash scenarios to validate driver safety. For instance:
- Frontal impacts: The chassis is slammed into a steel barrier at 48 km/h (30 mph). The average deceleration must not exceed 25g, with a peak limit of 60g.
- Side impacts: A 780 kg object strikes the chassis at 10 m/s (22 mph). Here, deceleration must stay below 20g, while 15%–35% of the impact energy is absorbed.
Upcoming 2026 regulations have raised the bar even higher. The roll hoop load requirement has increased from 16G to 20G, while total test loads have risen by 26 kN to 167 kN. Additionally, a new two-stage front impact structure has been introduced to prevent the nose from detaching during an initial collision, ensuring consistent protection.
Design Refinement Based on Test Results
Teams rely on advanced Non-Destructive Testing (NDT) methods - like X-ray, ultrasonic, and thermographic inspections - to identify internal defects in the composite materials without damaging the monocoque. Once flaws are identified, engineers remove compromised carbon fiber layers and reinforce the structure using cutting-edge molding techniques. This iterative process mirrors earlier digital simulations, ensuring that every adjustment maintains the chassis' balance between strength and weight.
Looking ahead to 2026, teams face an even greater challenge: meeting tougher safety standards while reducing the minimum car weight to 768 kg - 30 kg lighter than the 2022 models.
"The biggest challenge is probably that we are starting from scratch on everything - new tyres, new fuel, new engine, new chassis, new sporting regulations - new everything" - Ferrari Team Principal Frederic Vasseur
Conclusion
Maximizing the strength of a monocoque in Formula 1 requires meticulous attention to detail, spanning from the choice of materials to rigorous compliance testing. Teams rely on advanced carbon fiber composites, prized for their strength-to-weight efficiency, and refine their designs through cutting-edge tools like Finite Element Analysis and topology optimization. The manufacturing process, including autoclave curing and precise ply layup techniques, ensures components meet stringent standards. Strategic reinforcements are added to enhance durability without unnecessary weight. Finally, FIA validation through static and crash testing guarantees the chassis meets safety and performance benchmarks.
Legendary driver Niki Lauda once said, "F1 is really a battle of technologies, and the best technology wins the race". This sentiment is perfectly illustrated in monocoque development. Today, around 80–85% of a Formula 1 car's volume is made from composite materials, and each chassis comprises approximately 14,500 individual components. The monocoque is far more than a safety feature - it is the car's structural core, supporting the engine, suspension, and complex wiring systems. Its design directly impacts weight distribution, aerodynamic performance, and handling, making it as crucial to lap times as it is to driver safety.
From Colin Chapman's revolutionary Lotus 25 in 1962 to the carbon fiber marvels of modern F1, the evolution of monocoque technology continues to push the limits of engineering. This relentless innovation embodies Formula 1's dual commitment to performance and safety, ensuring the sport remains at the forefront of technological advancement.
FAQs
How does fiber orientation change monocoque strength?
Fiber orientation plays a key role in determining the strength of a monocoque chassis made from composite materials like carbon fiber. By aligning fibers along the paths of principal stress, engineers can boost both tensile strength and stiffness. Layers with fibers running lengthwise are designed to bear axial loads, while those with angled fibers are better at resisting torsional forces. To meet the extreme demands of Formula 1 racing, engineers carefully stack layers with precise orientations, enhancing energy absorption, structural durability, and the overall strength-to-weight ratio.
Why use honeycomb cores instead of solid carbon?
Honeycomb cores are often chosen over solid carbon for their ability to provide a strong yet lightweight structure. This design boosts the chassis's strength and durability while keeping the weight to a minimum - an essential factor for achieving top performance in Formula One.
What FIA test is hardest for the monocoque to pass?
The crash impact test is considered the toughest FIA evaluation for the monocoque. It measures how well the chassis can withstand severe collisions while prioritizing the driver's safety.